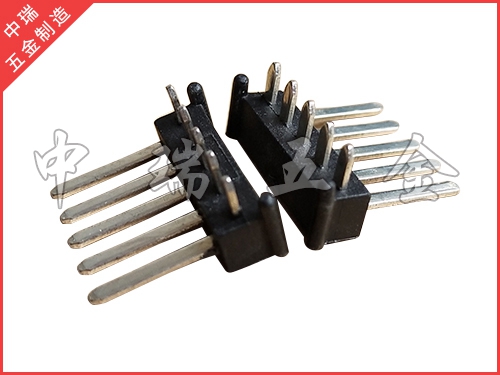
講解沖壓件的廢品率不錯的原因有哪些?
現在沖壓行業競爭本身就這么激烈,利潤已經被壓縮的很厲害,如果廢品率居高不下,可能一批訂單做完不僅沒利潤還會賠錢。所以解決沖壓件廢品率過高的問題,就顯得尤為重要了。要解決這一問題,先要知道導致廢品率不錯的原因是什么?這樣才能對癥解決。那么沖壓件廢品率過高到底是什么原因引起的呢?
一、沖壓模具安裝不合格:
沖壓模具安裝不符合規范,導致在沖壓加工時上模和下模不能良好的配合,造成廢品率不錯。沖壓模具是加工沖壓件的根本,在模具沒有問題的前提下,安裝就重要了。不要覺得安裝沖壓模具很簡單,哪怕微小的誤差都可能導致生產出來的沖壓件是廢品。安裝沖壓模具時,上下模的同心度、間隙、平面度等等都起著重要的作用。
二、工人操作不規范:
工人在操作沖床時,沒有按安裝手冊操作,或者送料出現錯誤。
三、鋼板原材料質量不過關:
原材料是加工出合格沖壓件的一道,如果原材料硬度、表面等不符合質量要求,那么相應的沖壓件廢品率肯定會過高。對于一些形變量比大的沖壓件,原材料如果不合格,就會出現開裂、破損等現象。所以,在采購原材料時,不能貪圖便宜,要找信得過的正規材料商。
四、定位裝置不準確:
在送料過程中,模具定位裝置不準確,會造成每個工序的配合出現問題,也會導致出現廢品。
根據沖壓時的溫度條件,有冷沖壓和熱沖壓兩種方式。這取決于材料的強度、塑性、厚度、變形程度和設備容量,同時考慮到材料的原始熱處理和使用條件。任意軋制薄板材料都具有各向異性的物理性質。如果彎曲線與軋制方向相同,彎曲部分容易產生裂紋;如果彎曲線垂直于軋制方向,彎曲部分不易開裂。
五、模具出現磨損:
沖壓模具在長期的使用中,出現了磨損或者配件松動,也會導致產品報廢。有很多沖壓廠,在安裝好模具進行生產后根本不對模具進行日常的檢測和維護,僅僅當毛刺比大的時候才將模具拆下簡單的修磨刀口了事。殊不知,模具的磨損不僅僅是刀口磨損,還有一些模具配件也會隨著使用而出現磨損,這些配件磨損后,會對整個模具的精度產生影響。
解決方法有三種:
一、如果設計允許,可加大折彎的圓弧半徑。
二、如果設計允許,可選軟一點的材料。
三、在沖壓件下料時,就要注意軋制方向,盡可能讓折彎線與軋制方向成相應的角度。
擠壓工藝大致分為分離工序和成形工序(另外彎曲、拉深加工、成形)這兩種。分離工序在沖壓過程中使沖壓部件和基體材料沿著相應的輪廓線相互分離,同時沖壓部件的分離截面的質量也需要達到相應的要求;成型步驟在不破壞壓榨織物的條件下產生塑性變形,并轉化為所需的成品形狀,同時達到尺寸公差等方面的要求。
沖壓件加工生產制造速率好率,使用方便,容易保持相關化和自動化技術。這由于五金模具和沖壓機床是取決于加工。正因如此,在沖壓模具生產流水線,應用每臺高沖壓機還是幾臺高沖壓機聯線開展工作中,關鍵在于被生產加工的金屬材料零部件所需要采用的生產加工工藝流程。伺服電機驅動器搬送設備使成條生產流水線的軟性能夠隨時隨地開展調整,保持了金屬材料零部件沖壓模具設計中的充裕,使生產加工出的金屬材料零部件品質愈優,在大水平上提升了有關機器設備的運用范疇及其使用期。
沖壓件的開裂問題是如何產生的?
一、針對這個問題,咱們能夠從三個方面來考慮,一點是拉深工藝,在拉伸的時分應盡量添加凸模與坯料的觸摸面積等。在對沖壓件進行結構規劃的時分,是使各圓角半徑大一些、遍地深層均勻一些。在進行模具規劃的時分,應當選用愈加正確的規劃辦法。
二、要想處理開裂的問題,咱們主要需求找出真實的原因。在實踐的加工進程只能夠,咱們發現,導致沖壓件呈現開裂的原因并不止一種,總的來說,有三種原因都會形成開裂的問題。一個要素便是所選用的部分拉應力過大。因為該產品在加工進程中會遭到內應力和外部沖擊等影響,所以,會形成呈現開裂的問題。
三、別的兩個原因的話,分別為:成形的工藝參數沒有有很好地執行,翻邊成形的模具在規劃方面有有相應缺點。在成型的進程中,為了滿意工藝的要求,確定凹模、壓料芯等有需要要嚴密地貼合在一起,此外,在成型的進程中,還應當凹模壓料芯與成形面堅持相符等,防止引起沖壓件呈現開裂問題。