控制汽車配件彎裂的措施有哪些?
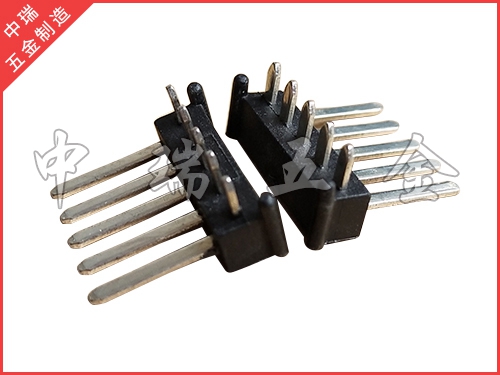
汽車配件拉伸成型是一個沖壓過程,將平板形成一個開放中空部分使用加工方法。拉伸作為沖壓的主要工藝之一,受到了普遍的應用。拉伸工藝可用于制造圓柱形、長方形、梯形、球形、圓錐形、拋線型等不規則形狀的薄壁汽車配件。如果與其他沖壓工藝相結合,還可以制造出愈形狀愈復雜的零件。
控制汽車配件彎裂的措施有哪些?下面,為您詳細講講:
一、彎曲線與材料的纖維方向垂直。
二、毛坯中有毛刺的一面作為彎曲內側。由于各種復雜因素的影響,所以小彎曲半徑的數值一般用試驗方法確定。
三、采用表面質量完好無缺陷的材料。若毛坯有缺陷,應在彎曲前清理掉,否則彎曲時會在缺陷處開裂。
四、對于比較脆的材料、厚料以及冷作硬化的材料,可采用加熱彎曲的方法,或者采用先退火增加材料再進行彎曲的方法。
五、對于較厚材料的彎曲,若結構允許,可先在彎曲圓角內側開槽,再進行彎曲。
六、工件彎曲半徑小于小彎曲半徑。
汽車配件是借助于常規或用沖壓設備的動力,使板料在模具里直接受到變形力并進行變形,從而獲得相應形狀,尺寸和性能的產品零件的生產技術。板料,模具和設備是沖壓加工的三要素。沖壓加工是一種金屬冷變形加工方法。所以,被稱之為冷沖壓或板料沖壓,簡稱沖壓。它是金屬塑性加工(或壓力加工)的主要方法之一,也隸屬于材料成型工程技術。沖壓主要是按工藝分類,可分為分離工序和成形工序兩大類。分離工序也稱沖裁,其目的是使汽車配件沿相應輪廓線從板料上分離,同時確定分離斷面的質量要求。沖壓用板料的表面和內在性能對沖壓成品的質量影響很大,要求沖壓材料厚度準確、均勻;表面光潔,、無疤、無擦傷、無表面裂紋等;屈服強度均勻,無明顯方向性;均勻延伸率不錯;屈強比低;加工硬化性低。
下面,簡單介紹汽車配件的生產基本工序:
一、彎曲:將板料沿彎曲線彎成相應的角度和形狀的沖壓工序。
二、局部成形:用各種不同性質的局部變形來改變毛坯或汽車配件形狀的沖壓工序(包括翻邊、脹形、校平和工序等)。
三、拉深:將平面板料變成各種開口空心零件,或把空心件的形狀、尺寸作進一步改變的沖壓工序。
四、沖裁:使板料實現分離的沖壓工序(包括沖孔、落料、修邊、剖切等)。
在汽車配件加工過程中,沖壓成形主要靠模具來確定完成,模具的空隙的調整方法很重要,假如模具空隙小,加工的零件圓度誤差小,其零件外表也會出現劃傷等可能性。在汽車配件加工前,要對模具工作面進行查看,若是模具工作臺面有磕碰等狀況,有需要進行砂光處理,同時,把模具工作臺面擦拭干凈后在加工,別的,在沖壓加工中,假如出現零件掉渣等贓物要及時處理,可避免零件沖壓過程中出現的墊坑現象;零件因貼膜在沖壓加工引起的墊傷;為了提升汽車配件的外表質量,有時會對不銹鋼零件板料進行貼膜處理,用來保護零件外表質量,在汽車配件加工完成后再將貼膜撕掉,這種貼膜工藝使零件的外表質量得以提升,但是由于板料所貼膜質量存在差異,有時候出現氣泡或掉膜等現象,導致在沖壓過程中出現零件墊坑,所以要求貼膜質量的同時,也要提升操作工人的質量意識,對貼膜出現的氣泡和掉膜及時處理,真實做到零件外表質量的嚴格控制。