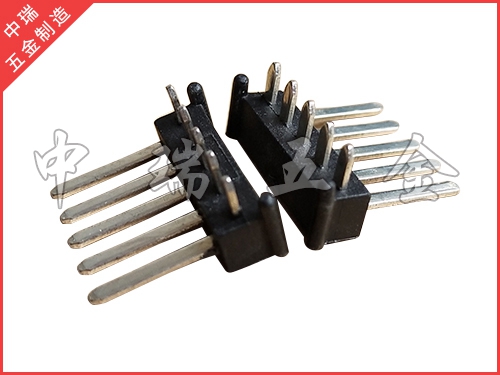
沖壓件基本的設計原則有哪些?
沖壓件就是一個離我們生活很近的一個生活用品的配件,甚至有的時候機器上有它,我們都不知道,先是與老百姓日常相關的沖壓件,廚具日用沖壓件,他主要是指老百姓常用的鍋碗瓢盆,一些用鋼鐵做成的用品;其次就是電器沖壓件,像彩電、冰箱、洗衣機等等,這些大的白家電,也有電飯鍋、熱水壺等等小的家電配件;還有就是汽車沖壓件以及車輛配件的沖壓件,像汽車上只要是鋼鐵的都是屬于沖壓件的范疇。
下面我們來看看沖壓件表面擦傷的原因及其解決辦法:
一、為了使制件符合精度的要求往往使用在底部壓料的五金沖壓彎曲模,則在五金沖壓彎曲時壓料板上的彈簧,定位銷孔、托板和退料孔等都會壓制成壓痕故應給予調整。
二、對于銅、鋁合金等軟材料進行連續作業壓彎時,金屬微粒或渣滓易附在工作部位的表面,使制件出現大的擦傷,這時應認真分析研討工作部位的形狀、潤滑油等情況使坯件好不要出現微粒及渣滓,以至產生劃痕。
三、五金沖壓彎曲方向和材料的軋制方向平行時,制件表面會產生裂紋,使工件表面質量降低。在兩個以上的部位進行五金沖壓彎曲時,應盡可能的確定五金沖壓彎曲方向與軋制方向有的角度。
四、凹模圓角半徑太小,五金沖壓彎曲部位出現沖擊痕跡。對凹模進行拋光,加大凹模圓角半徑,可以避免五金沖壓彎曲件擦傷。
五、毛刺面作為外表面進行五金沖壓彎曲時,制件易產生裂紋和擦傷;故在五金沖壓彎曲時應將毛刺面作為五金沖壓彎曲內表面。
六、凸模進入凹模的太大時會產生零件表面擦傷,因此在確定不受回彈的影響的情況下,應適當的減少凸模進入凹模的深層
七、凸凹模間隙不應太小,間隙太小會引起變薄擦傷。在沖壓過程中要時刻檢查模具的間隙的變化情況。
沖壓件基本的設計原則有哪些?下面,為您詳細講講:
一、曲邊過短不易成形,故應使彎曲邊的平直部分H>2δ。如果要求H很短,則需先留出適當的余量以增大H,彎好后再切去所增加的金屬。
二、彎曲件形狀應盡量對稱,彎曲半徑不能小于材料允許的小彎曲半徑。
三、彎曲帶孔件時,為避免孔的變形。
對于連續折彎的沖壓件一般遵循的原則為:
一、先折彎產品內部,后折彎產品外部。
二、先折小彎,后折大彎。
三、先折復雜的彎,后折比較簡單的彎。
四、先折的彎不能對后續的加工產生影響。
隨著沖壓件質量的提升,對模具質量和壽命要求越來越高。而提升模具質量和壽命辦法就是制造和應用模具新材料及熱、表處理新工藝,不斷提升使用性能,改進加工性能。沖壓件在級進模中,通過沖切沖壓件周邊余料的方法,來形成沖件的外形。沖壓件產生翻料、扭曲的主要原因為沖裁力的影響。沖裁時,由于沖裁間隙的存在,材料在凹模的一側受拉伸(材料向上翹曲),靠凸模側受壓縮。當用卸料板時,利用卸料板壓緊材料,防止凹模側的材料向上翹曲,此時,材料的受力狀況發生相應的改變。
隨卸料板對其壓料力的增加,靠凸模側之材料受拉伸(壓縮力趨于減小),而凹模面上材料受壓縮(拉伸力趨于減小)。沖壓件的翻轉即由于凹模面上的材料受拉伸而致。所以沖裁時,壓住且壓緊材料是防止沖件產生翻料、扭曲的主要。此外,沖壓件加工就叫鈑金加工。具體譬如利用板材制作煙囪、鐵桶、油箱油壺、通風管道、彎頭大小頭、天園地方、漏斗形等,主要工序是剪切、折彎扣邊、彎曲成型、焊接、鉚接等,需要一些幾何知識。