沖壓件按加工工藝的不同如何分類?
沖壓件的質量已成為人們關注的焦點,隨著金屬沖壓模具的普遍使用,沖壓件的普遍采用以及不斷變化的加工技術,許多因素正在影響這種競爭中的金屬沖壓模具的性能,在激烈的環(huán)境中,公司需要知道哪些方面可以提升金屬沖壓件的質量,以提升金屬沖壓模具的質量。制造商應從五金沖壓件的使用壽命,金屬沖壓模具的正確使用和維護等方面提升金屬沖壓模具的質量,然后介紹改進金屬沖壓件的加工方法,為了提升金屬沖壓模具的質量,金屬沖壓件需要符合金屬,沖壓模具的加工制造可行性,金屬沖壓件的設計應合理,應盡可能選擇較佳的結構方案,并強調金屬沖壓模具的設計,
金屬沖壓模具的設計需要很多因素,金屬沖壓模具的結構和穩(wěn)定性,金屬沖壓模具材料的選擇、可加工金屬沖壓件和金屬沖壓模具,包括易維護因素,金屬沖壓主要成型件的加強模具可以提升金屬沖壓模具表面的性,從而提升金屬沖壓模具的質量,金屬沖壓模具的制造過程也是提升金屬沖壓模具質量的重要部分,金屬沖壓模具制造過程中的加工方法和加工精度也影響金屬沖壓模具的壽命,金屬沖壓模具的正確使用和維護也是為了改進金屬沖壓模具,在使用和維護不當?shù)惹闆r時,會縮短金屬沖壓模具的使用壽命,因此定期進行檢查磨具,才能使沖壓零件的加工愈加的準確。
沖壓件按加工工藝的不同如何分類?
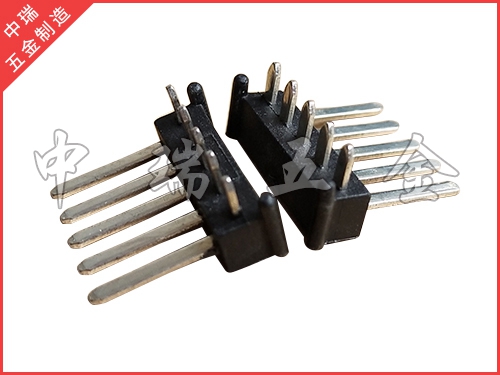
(1)沖壓件主要是在資料耗費不大的前提下,有用的通過沖壓制造出來的,其零件重量輕、剛度好,而且板料通過塑性變形后,金屬內部的安排結構有了,使沖壓件強度有所進步。
(2)沖壓件的形狀簡略,結構合理,以有利于簡化模具結構、簡化工序數(shù)量,即用少、簡略的沖壓工序完結整個零件的加工,削減再用其他辦法加工,并有利于沖壓操作,便于安排完結機械化與自動化出產,以進步勞動出產率。
(3)沖壓件具有較高的尺度精度,同模件尺度均勻共同,有好的互換性。不需要進一步機械加工即可滿意一般的安裝和運用要求。沖壓件在沖壓過程中,因為資料的外表不受損壞,故有好的外表質量,外觀潤滑漂亮,這為外表噴漆、電鍍、磷化及其他外表處理供給了便利條件。
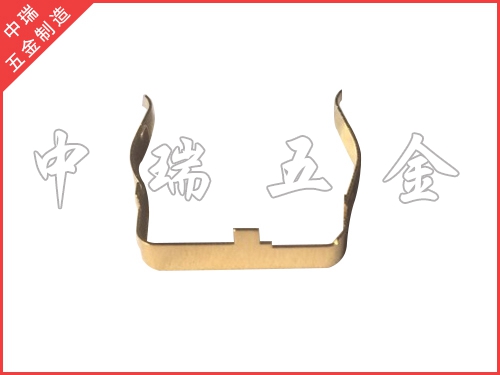
(4)沖壓件可分為別離工序和成形工序兩大類。別離工序也稱沖裁,其意圖是使沖壓件沿輪廓線從板料上別離,一起別離斷面的質量要求。沖壓用板料的外表和內在性能對沖壓制品的質量影響很大,要求沖壓資料厚度均勻,外表光潔,無疤、無擦傷、無外表裂紋等,屈從強度均勻、無顯著方向性、均勻延伸率高、屈強比低、加工硬化性低。
(5)沖壓件在運用時有利于進步其金屬資料的利用率,有用的削減資料的種類和標準,盡可能下降資料的耗費。在答應的情況下選用資料,盡可能使零件做到無廢料及少廢料沖裁。
沖壓件沖壓時產生翻料、扭曲是因為在級進模中,通過沖切沖壓件周邊余料的方法,來形成沖件的外形。沖件產生翻料、扭曲的主要原因為沖裁力的影響。沖裁時,由于沖裁間隙的存在,材料在凹模的一側受拉伸(材料向上翹曲),靠凸模側受壓縮。當用卸料板時,利用卸料板壓緊材料,防止凹模側的材料向上翹曲,此時,材料的受力狀況發(fā)生相應的改變。隨卸料板對其壓料力的增加,靠凸模側之材料受拉伸(壓縮力趨于減小),而凹模面上材料受壓縮(拉伸力趨于減小)。沖壓件的翻轉即由于凹模面上的材料受拉伸而致。所以沖裁時,壓住且壓緊材料是防止沖件產生翻料、扭曲的主要。