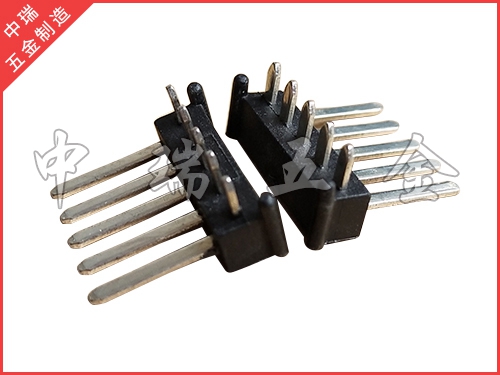
選取接線端子應注意哪些事項?
接線端子的模具調試對零件的質量也起著重要的作用,調試得好,不僅可以提升沖壓件的質量,還可以縮短模具的制造周期。模具調試的目的就是為了優良模具設計者的意圖,彌補模具設計和制造上存在的缺陷。由于拉裂和起皺是拉伸模的主要缺陷,因此試模的關鍵就是要控制拉伸過程中材料的流動問題。因為材料流動過易則容易引起起皺,而材料流動困難則會造成制件拉裂,因此需要在二者之間找到一個平衡點。模具間隙的大小、壓邊力的大小、拉延筋的數量和位置等因素也都制約著拉裂和起皺的產生。
選取接線端子應注意哪些事項?下面,為您詳細講講:
一、接線端子的制作盡量選用規范模架,而規范模架的型式和規范就決議了上、下模座的型式和規范。
二、所選用或規劃的模座與所選壓力機的作業臺和滑塊的有關尺度相適應,并進行校核。比方,下模座的小概括尺度,應比壓力機作業臺上漏料孔的尺度每邊至少要大40~50mm。
三、關于大型模具的模座選用鑄鋼ZG35、ZG45。
四、模座的上、下外表的平行度應到達需求,平行度公役通常為4級。
五、上、下模座的導套、導柱裝置孔中間距有共同,精度通常需求在±0.02mm以下;模座的導柱、導套裝置孔的軸線應與模座的上、下平面筆直,裝置滑動式導柱和導套時,筆直度公役通常為4級。
六、模座的上、下外表粗糙度為Ra1.6~0.8μm,在平行度的前提下,可答應下降為Ra3.2~1.6μm。墊板的作用是直接接受和分散凸摸傳遞的壓力,用以下降模座所受的單位壓力,避免模座被部分壓陷,墊板的外形尺度與凹模一樣,其固定辦法也選用螺釘和銷釘固定。
在拉伸模的調試過程中,凸凹模間隙的與否直接影響著接線端子的質量。若調整不當,在間隙大的一側,接線端子的側壁容易起皺,甚至在周邊會出現波浪形缺陷;而在間隙小的一側則會由于受到過度擠壓而造成局部板料過薄,增大拉伸力,導致工件拉裂。此外,不均勻的間隙還可能導致接線端子側壁上產生拉痕。對于對稱或封閉式的拉伸模,生產時避免上述現象發生的正確操的作方法是在壓力機工作臺上安裝模具時,先用固定螺釘將上模固定在壓力機滑塊上,而將下模簡單固定在壓力機工作臺墊板上(不擰緊下模壓板螺栓),并且將壓力機滑塊的下死點位置向上調一點,以免合模時沖模頂死,然后開動壓力機,讓滑塊空行程數次,然后將滑塊降至下死點停止,重新擰緊下模固定螺栓,再開始試模即可確定模具凸凹模周邊間隙均勻。
對于接線端子生產過程中所用到的拉伸模,一般要求凸、凹模之間板厚間隙整體均勻;調整時應在壓料力和主壓力能夠充足調整的壓力機上試模。在壓力機上研合壓邊圈面時需要注意研合余量的設定,即預留將會發生凹凸不平部位的研合余量。一般為了在壓力機上研合時確定0.1~0.2mm的加工余量,因而使拉伸相對于成品較淺。用接線端子研合切邊模,要修整包括車身輪廓線R干涉部位研合至切邊刀周邊間隙去掉。