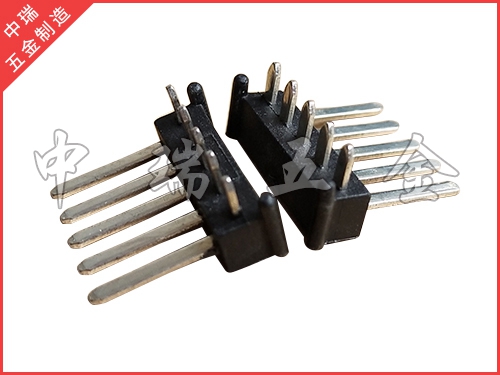
拉伸件的加工注意事項和工藝性
拉伸件加工注意事項
一、在拉伸件加工,緊固螺絲的存在可以在一些程度上確定拉伸件加工的穩定。為了防止這種確定成為隱患,緊固螺釘需要經常擰緊,以確定緊固螺釘能夠起到穩定確定的作用。
二、拉伸件在安裝和使用前應嚴格檢查,并清理污垢。應仔細檢查圖紙沖壓件和模具的導套是否潤滑良好。定期檢查沖床轉盤的模具安裝底座和沖壓件,上下轉盤的精度同軸。
三、安裝保護裝置。由于生產批量小,在既不能實現自動化又不能使用穩定沖壓工具的沖壓作業中,需要安裝穩定保護裝置,以防止誤操作造成的傷害事故。各種防護裝置有不同的特點和適用范圍,使用不當仍會發生傷害事故。因此,有需要了解各種硬件和沖壓件加工保護裝置的功能,以便正確使用,確定穩定運行。
四、在硬件沖壓件加工,如果模具需要調整和安裝,需要先關閉電源。雖然不關電源也能做到,但是風險指數會增加。因此,為了穩定起見,需要在電源全部關閉且機器全部停止運行后進行操作。
五、當沖壓件的沖頭和沖模的刃口磨損時,應及時停止并及時削尖,否則,模具的刃口磨損程度將擴大,模具的磨損將加快,沖壓件的質量和模具的壽命將降低。
拉伸件加工廠在生產沖壓件時,為防止或減少沖壓件損傷會有幾個方法,平常也注意沖壓件的保養。以下6個方法建議。
一、用五金配件的型號、規格和機能應符合現行尺度和有關劃定,并與選用塑鋼門窗相匹配。
二、拉伸件安裝后要留意保養,防止生銹侵蝕。在日常使用時要輕關輕開,防止硬關硬開,造成損壞。沒有噪音,就有了現在的尼龍輪。它不但推拉起來沒有噪音,而且順暢,輕巧,使用壽命不比以上各種滑輪短。要使(門)窗正常。平穩的運行,就要給(門)窗選個的滑輪。劣質的滑輪從表面上看,做工比較粗拙。
三、滑撐鉸鏈不可以采用鋁合金材料,應采用不銹鋼材料。
四、對寬度超過1米的推拉窗,或安裝雙層玻璃的門窗,宜設置雙滑輪,或選用動彈滑輪。
五、用緊固螺絲安裝五金件,內設金屬襯板,襯板厚度至少應大于緊固件牙距的兩倍。不可以緊固在塑料型材上,也不可以采用非金屬內襯。
六、五金配件金應后安裝,門窗鎖、拉手等應在窗門扇入框后再組裝,位置準確,開關靈活。
拉伸件的工藝性是怎樣的?
一、拉伸件厚度的不均勻現象要考慮
多次拉伸的工件內外壁上或帶凸緣拉伸件的凸緣表面,應允許有拉伸過程中所產生的印痕。除非工件有要求時才能采用或趕形的方法來這些印痕。
二、拉伸件的形狀應盡量簡單、對稱
在圓周方向上,軸對稱拉伸件會進行均勻的變形,此時進行的模具也比較容易進行加工。其它形狀的拉伸件,要盡量避免急劇的輪廓變化。
例如汽車消聲器后蓋,在使用要求的前提下,形狀簡化后,會讓生產過程由多道工序變成一到二道工序,材料的消耗也會減少一半。
三、拉伸件各部分尺寸比例要恰當
應該盡量避免設計凸緣和大的拉伸件,因為這類工件需要多的拉伸次數。例如,工件上不尺寸與下部尺寸相差太大,不符合拉伸工藝要求,想要讓它復合要求,可以將它分為兩個部分,分別進行加工制造,之后在進行連接。
如果工件空腔不深,但是凸緣直徑很大,制造難度也很大,中間還需要退火處理。如果凸緣直徑減少,可以不用中間退火。
工件凸緣的外廓與拉伸深部分的輪廓形狀相似,如果凸緣的寬度不一致,不僅拉伸困難,需要添加工序,還需放寬切邊余量,增加金屬消耗。
四、拉伸件上的孔位要正確布置
在主要結構面進行拉伸件上的孔位的設置,讓它保持在一個平面上,或者使孔壁垂直于該平面,以便沖孔與修邊同時在一道工序中完成。
五、拉伸件的尺寸精度不宜要求過高
拉伸件的制造精度包括直徑方向的精度和高度方向的精度。在一般情況下,拉伸件的精度不應該超過所規定的數值。產品圖上的尺寸需要注明外部尺寸或是內腔尺寸,不能同時標注內外形尺寸。
六、彎曲件的擦傷
產生原因:在工作的表面上出現了金屬微粒,凹模的圓角半徑過小,凸凹模的間隙過小。
方法:適當增大凹模圓角半徑,提升凸、凹模表面光潔度,采用正確凸凹模間隙值,工作部分表面臟物。
七、拉伸件的圓角半徑要適當
為了便于進行成形和減少拉深次數,應盡量增大拉伸件的圓角半徑。拉伸件底與壁、凸緣與壁、矩形件的四壁間圓角半徑要達到要求。
八、彎曲件尺寸偏移
產生原因:毛坯在向凹模滑動時,兩邊受到的摩擦阻力不相等,故發生尺寸偏移。以不對稱形狀件壓彎為明顯。
方法:采用壓料頂板的模具,毛坯在模具中定位要準確,在有可能的情況下,采用對稱性彎曲。
九、彎曲線和兩孔中心線不平行
產生原因:彎曲高度小于允許彎曲高度,在允許彎彎曲高度一下的部分出現張口。
方法:在進行工件的設計時,需要大于或等于允許彎曲高度,改變彎曲件的結構設計。